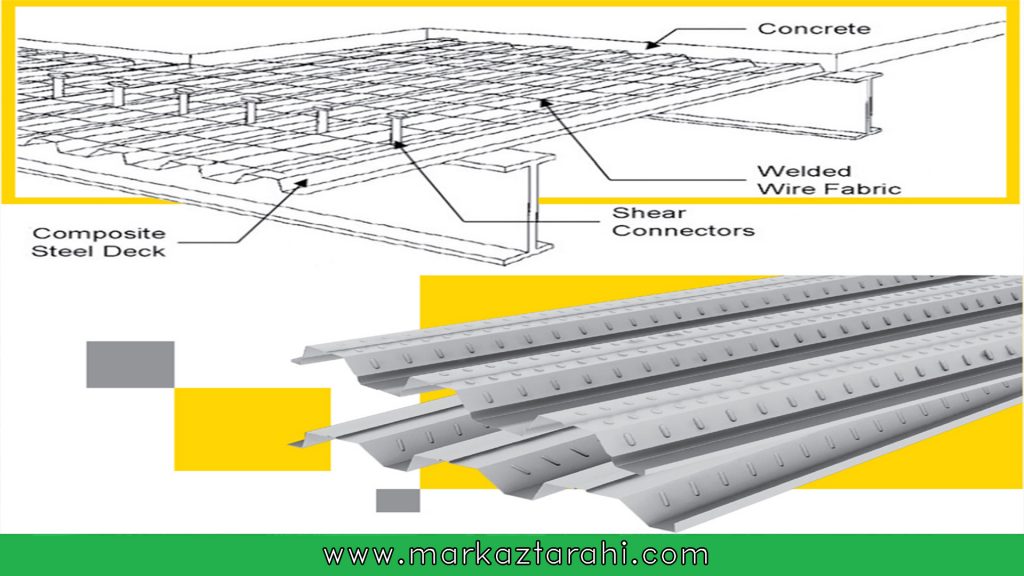
سقفهای عرشه فولادی سقفهایی هستند که با استفاده از دو عنصر ورقهای فولادی گالوانیزه ذوزنقهای شکل تحتانی و برش گیرها که در این نوع سقفها مورد استفاده قرار میگیرد از سایر سقفها متمایز میشود و البته با استفاده از آرماتوربندی و بتن ریزی بر روی این ورق فولادی، این نوع سقف اجرا میشود.
از بخشهای اصلی سقفهای کامپوزیت عرشه فولادی باید به تیرهای فرعی مورد نیاز در بین تیرهای اصلی سازه اشاره نمود.
ورق فولادی مهمترین مصالح به کار رفته در این نوع سقف میباشد که برای ساخت آن ورق فولادی گالوانیزه با ضخامتهای ۸/۰ تا ۲/۱ میلیمتر را به وسیله دستگاههای Rol Forming به روش نورد سرد (Cold Forming) به حالت موجدار شکل دهی میکنند به صورتی که در مقطع ورق حاصله هر موج به شکل یک ذوزنقه دیده میشود.

برش گیرها :
برشگیرهای (گل میخها) خاصی که در این نوع سقف مورد استفاده قرار میگیرند به جهت نوع مصالح و روش خاص اجرا، از نقاط قوت این نوع سقف محسوب میشود.
قطر این برشگیرها حداکثر ۲۰ میلیمتر و ارتفاع آنها با توجه به شکل ورق فولادی متغیر میباشد و در نهایت حداقل ارتفاع گل میخ بعد از نصب که از بالای ورق زوزنقهای اندازهگیری میشود از ۴۰ میلیمتر نباید کمتر باشد. این گل میخها به وسیله دستگاه جوش قوس الکتریکی به خصوصی که Stud Welder خوانده میشود به بال تیرهای سازهای جوش میشود.
برش گیر : shear connectors
مزایا :
وزن کمتر این نوع سقف نسبت به سایر سقفهای متداول در اسکلتهای فولادی ساختمان از شاخصههای این نوع سقف محسوب میشود.
در این نوع روش اجرای سقف، ورق گالوانیزه ذوزنقهای شکل آجدار هم به عنوان قالب بتن ریزی عمل مینماید و همچنین با باقیماندن در سقف نقش سازهای ایفا میکند.
کاهش بار سقف و به تبع ان کاهش وزن سازه و حذف بلوک و قالب بندی و حمل و نقل آسان سبب صرفه جویی در هزینه ساختمان میشود.
فزایش دهانه تیرریزی تا ۴ متر بدون نیاز به شمع بندی.
استفاده از گل میخها که ورق به تیر جوش میخورد ازاستانداردترین روشهای اجرا میباشد.
قابلیت دپو در محلهای محدودتر نسبت به انواع تیرچهها.
وجود فرورفتگی و برجستگی روی جان ورق فولادی، تنش تسلیم و مدول الستیسیته ورق را ۴۷٪ نسبت به ورق صاف کاهش میدهد.امکان همزمان اجرا و بتن ریزی چندین سقف به صورت همزمان و در نتیجه صرفه جویی در زمان انجام پروژه را دارا میباشد.
حذف میلگردهای کششی و تیرهای فرعی بهترین و مقرون به صرفهترین عرض ورق ۱ متر بعد از فرمینگ می باشدکه وزن آن حدود ۷٫۸۰۰ کلیوگرم میباشد.

نکات و مراحل اجرایی:
۱- انتقال و دپو ورقهای عرشه و طبقات توسط جرثقیل یا تاور
۲- ورق ریزی که شامل :
قطع ورقها روی تیرهای اصلی
استفاده از میخ و چاشنی به تعداد لازم برای تثبیت ورقها در جایگاه خود
استفاده از پیچ خودکار در محل قرارگیری ورقها کنارهم برای جلوگیری از درز شیرهی بتن
نصب فلاشینگ دورکار و استفاده از ساپورت در فاصله ۵۰ سانت ازهم برای جلوگیری از دفرمه شدن
در آوردن دقیق محل داکت ها
۳- جوش گلمیخ به صورتی که تست جوش انجام شود و گلمیخ نشکند
۴- آرماتوربندی یا مش ریزی
۵- بتن ریزی با کمترین خطا با تلورانس پایین

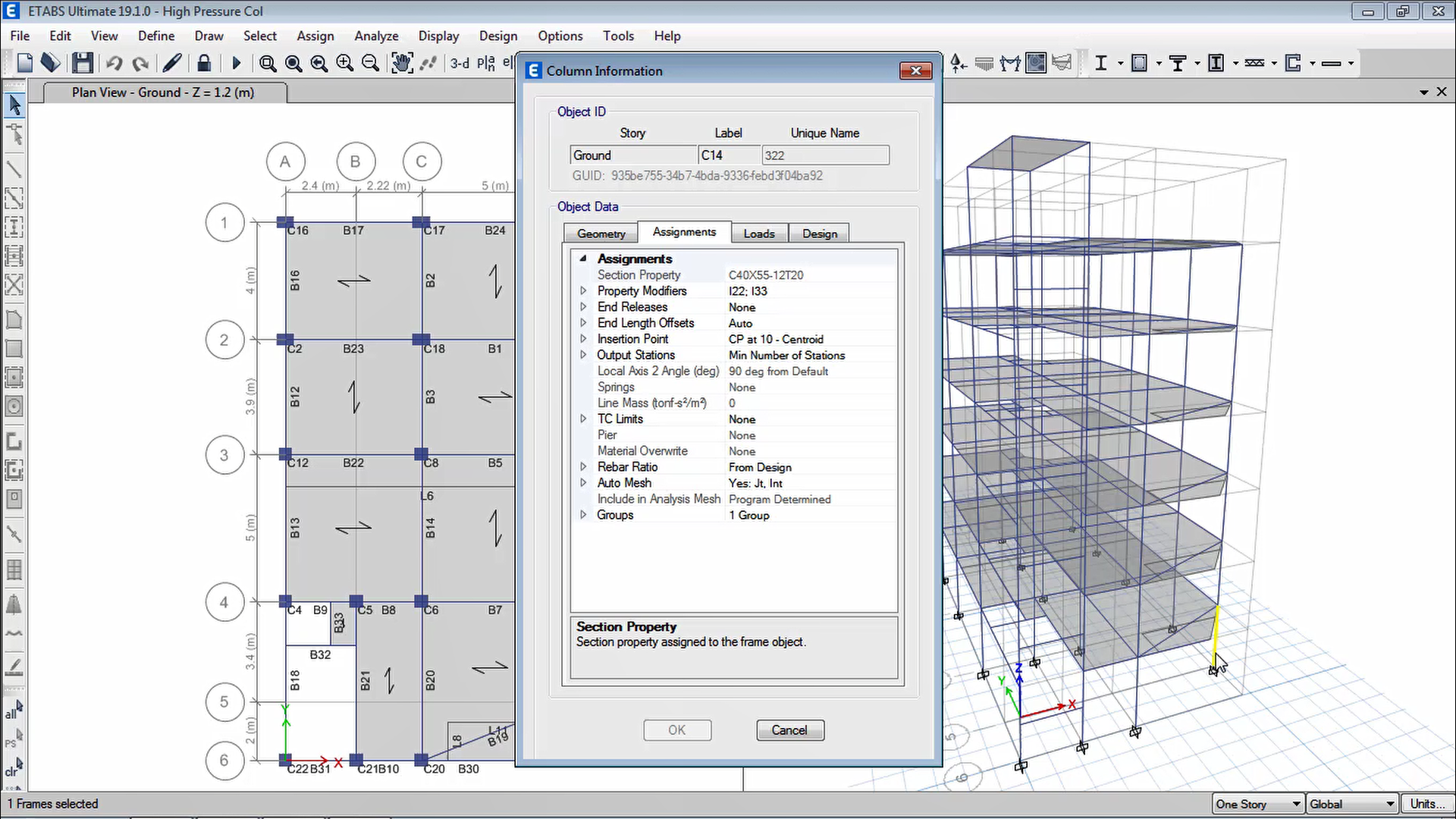
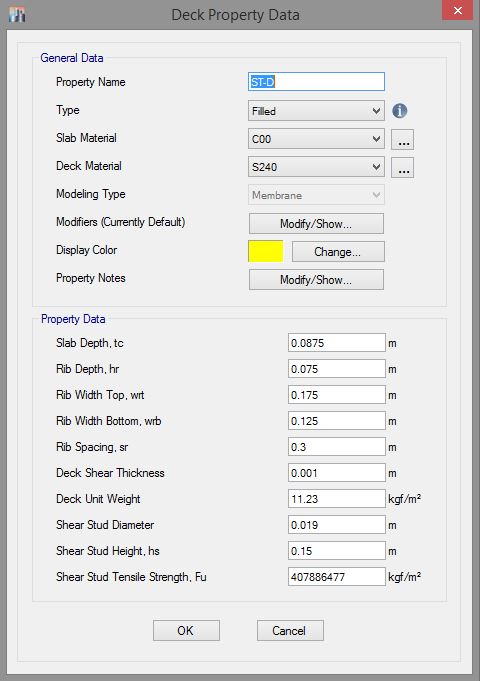
نحوه اعمال عرشه فولادی در ایتبس :
Define > Section properties > Deck section
و مانند تصویر زیر اعداد مربوط به عرشه فولادی را به برنامه معرفی میکنیم :
تهییه شده در وبسایت مرکز طراحی ساختمان
www.markaztarahi.com
telegram :@omranworkshop
تهییه : حسام نصرللهی